

砂铸


什么是砂铸?
- 砂铸材质
砂型铸造是一种应用广泛的金属成型工艺,可使用多种金属及合金,以下是砂型铸造常用的几种材料:
材质类别 | 具体材质 |
铸铁 | 灰铸铁 |
球墨铸铁 | |
可锻铸铁 | |
铸钢 | 碳铸钢 |
合金铸钢 | |
铝合金 | 铝硅合金(Al-Si) |
铝铜合金(Al-Cu) | |
铝镁合金(Al-Mg) | |
铜合金 | 黄铜(Cu-Zn) |
青铜(Cu-Sn) | |
磷青铜(Cu-Sn-P) | |
镁合金 | 镁铝合金(Mg-Al) |
锌合金 | 锌铝合金(Zn-Al) |
钛合金 | 钛铝合金(Ti-Al) |
这些材料由于其各种特性和应用要求而被广泛应用于砂型铸造。
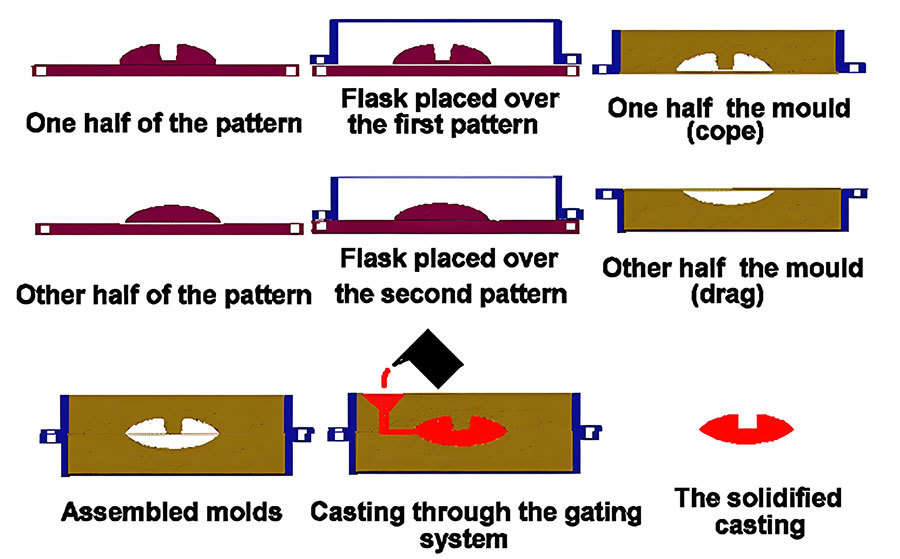
砂型铸造流程
砂型铸造是一种广泛使用的金属铸造工艺,其中涉及使用沙子作为主要材料来制造模具。以下是砂型铸造工作原理的详细分步说明:
● Step 1: Pattern Making
1. 制模(Pattern Making)
● 设计与制作:根据产品图纸,设计并制作出模样(Pattern)。模样通常由木材、金属、塑料或其他适合的材料制成。模样不仅需要精确复制最终产品的外形,还要考虑铸造过程中的收缩率。
● 脱模斜度:为了便于从砂模中取出模样,模样设计时会在垂直方向加入适当的脱模斜度。
2. 造型(Molding)
● 准备砂料:选择合适的铸造砂,并根据需要添加粘结剂(如粘土)、水分等混合均匀。
● 造型方法:
手工造型:使用手工工具将砂料填入框模中,然后放入模样压实,取出模样后即形成型腔。
机器造型:利用自动或半自动的造型机完成上述过程,效率高且精度好。
芯子制作:对于内部有空洞或复杂结构的铸件,需单独制作砂芯,并将其固定在模具内部适当位置。
3. 合箱(Closing the Mold)
● 将上模和下模合拢,并确保它们之间的密封性,防止浇注时金属液泄露。
4. 浇注(Pouring)
● 预热模具:某些情况下,需要先对模具进行预热,避免冷模具导致金属快速冷却而产生缺陷。
● 浇注操作:将熔融的金属沿着浇口平稳地倒入模具中,直至填满整个型腔。浇注速度和温度控制非常关键,影响最终铸件的质量。
5. 冷却与开箱(Cooling and Knockout)
● 让金属在模具中充分冷却凝固。冷却时间取决于铸件大小、壁厚及材质等因素。
● 冷却完毕后,轻轻敲打模具外壁,使铸件与砂模分离,取出铸件。
6. 清理(Cleaning)
● 去除砂层:使用振动台、喷砂机等设备去除铸件表面的残留砂层。
● 切割与打磨:切除浇道、冒口等多余部分,并对铸件表面进行必要的打磨处理,使其光滑平整。
7. 检验与后续加工(Inspection and Post-processing)
● 质量检验:通过目视检查、尺寸测量、无损检测等方式,评估铸件是否存在缺陷。
● 热处理:根据需求,可能需要对铸件进行退火、正火、淬火等热处理,以改善其力学性能。
● 机械加工:对于精度要求较高的部位,还需经过车削、铣削、钻孔等机械加工工序。
砂型铸造应用
砂型铸造是一种用途广泛、应用广泛的金属铸造工艺,可生产各种零件和部件。砂型铸造具有灵活性、成本效益以及处理简单和复杂几何形状的能力,适用于各种行业。
1. 汽车行业
● 发动机部件:发动机缸体、气缸盖、活塞、曲轴
● 传动部件:变速箱、变速箱壳体、齿轮
● 制动系统:制动钳、制动鼓、制动转子
● 悬架部件:控制臂、悬架连杆、减震器
● 排气系统:歧管、消声器
2. 航空航天
● 结构部件:机身部件、发动机支架、起落架部件
● 发动机部件:涡轮叶片、压缩机叶轮、发动机壳体
● 内饰部件:座椅框架、门板、结构支撑
3. 工业机械
● 泵和阀门:泵体、阀体、阀座
● 轴承和衬套:滚柱轴承、滑动轴承
● 齿轮和变速箱:正齿轮、斜齿轮、锥齿轮
● 外壳和框架:机器外壳、框架
4. 建筑和采矿
● 重型设备零件:挖掘机铲斗、推土机铲刀、装载机臂
● 结构部件:梁、柱、支撑结构
● 采矿设备:钻头、切削工具、耐磨零件
5. 消费品
● 家用电器:洗衣机零件、烘干机零件、冰箱零件
● 炊具和餐具:锅、平底锅、厨房用具
● 装饰品:雕像、装饰品、建筑元素
6. 电气和电子工业
● 外壳和壳体:电气设备外壳、电子设备外壳
● 连接器和端子:电连接器、接线端子
● 散热器:冷却用散热器
7. 医疗行业
● 手术器械:手术刀、镊子、夹钳
● 假肢和植入物:髋关节和膝关节置换术、牙科植入物
● 诊断设备:X 射线机零件、 MRI 机器
8. 能源行业
● 发电:涡轮叶片、发电机外壳、冷却系统
● 石油和天然气:钻井设备、管道组件、阀门
● 可再生能源:风力涡轮机组件、太阳能电池板组件、水力发电机
9. 农业设备
● 拖拉机和农具:拖拉机零件、犁、耙
● 灌溉系统:灌溉系统组件、水管理组件

砂型铸造优缺点
- 砂型铸造优点
1. 成本效益高:
● 材料成本低:铸造砂价格便宜,且可重复使用。
● 模具成本低:与精密铸造相比,砂型铸造的模具成本较低,适合小批量生产。
● 设备投资少:不需要昂贵的专用设备,初始投资相对较小。
2. 灵活性高:
● 适用范围广:可以铸造各种形状和尺寸的零件,适用于多种材料(如铁、钢、铝、铜等)。
● 模具修改容易:模样和砂芯可以方便地进行修改,适应设计变更。
3. 生产周期短:
● 快速原型制作:可以迅速制作出模样和模具,缩短新产品开发周期。
● 生产效率高:对于中、小批量生产,砂型铸造的生产效率较高。
4. 适应性强:
● 复杂结构:可以铸造带有复杂内腔和外部形状的零件。
● 大型零件:适合生产大型铸件,如发动机缸体、重型机械零件等。
- 砂型铸造缺点
1. 表面粗糙度较差:
● 表面质量:砂型铸造的铸件表面粗糙度通常较高,需要后续加工才能达到所需的表面光洁度。
● 尺寸精度低:相对于精密铸造方法,砂型铸造的尺寸精度较低,可能需要更多的机械加工。
2. 内部缺陷较多:
● 气孔和夹杂:铸造过程中容易产生气孔、夹杂等内部缺陷,影响铸件的力学性能。
● 缩孔和裂纹:冷却过程中可能产生缩孔和裂纹,需要严格控制浇注和冷却条件。
3. 环境影响:
● 粉尘污染:造型和清理过程中会产生大量砂尘,对工作环境和工人健康造成影响。
● 废砂处理:废弃的铸造砂需要妥善处理,否则可能造成环境污染。
4. 劳动强度大:
● 手工操作多:虽然有自动化设备,但许多操作仍需手工完成,劳动强度较大。
● 工作环境差:铸造车间通常温度高、噪音大,工作条件较为艰苦。
5. 生产一致性差:
● 质量波动:由于手工操作较多,不同批次的铸件质量可能存在较大差异。
● 工艺控制难度大:需要经验丰富的操作人员,对工艺参数的控制要求较高。
我们很乐意与您联系
我们将在一个工作日内联系您。请注意您的电子邮件。

河南远飞金属材料有限公司
联系我们
Facebook:Lena Yu
河南省郑州市高新区梧桐街道创新大道裕华高新动力谷19号楼401室